
Información Básica.
No. de Modelo.
Whole machine line
alcance de producción
línea de producción de piezas
línea de producción automática
línea de galvanización
capacidad
150, 000 toneladas/año
tiempo de trabajo sugerido
365×24=8760 hora/año
tiempo total de mantenimiento
360+400=760 horas/año
mantenimiento principal
15×24=360 hora/año
mantenimiento semanal
8×50=400 hora/año
tiempo disponible
7200 horas/año (es decir, tiempo de trabajo nominal)
tiempo de trabajo anual
7000 horas
carga de línea
97%
Paquete de Transporte
150, 000 toneladas/año
Especificación
SGS
Marca Comercial
CMT
Origen
Jiangsu Suzhou
Descripción de Producto
Podemos diseñar la línea de producción de acuerdo a sus necesidades. Los siguientes datos son solo para su referencia.
1 Descripción del proceso
1,1 reanudación de la tecnología productiva
Esta línea está diseñada como procesamiento Sendzimir.
Después de que la superficie de acero de la tira de laminación fría fue limpia a través de la electrólisis de limpieza y hornear, entrar en NOF para recocido y reducción, galvanizado en la olla de zinc en la atmósfera sellada, soplado por el cuchillo de aire y enfriamiento, y obtener la bobina de acero galvanizado. Bajo el proceso de la fresa de paso de piel, nivelador de tensión, tratamiento pasividad/antiflinger, revestimiento de aceite, obtener acabado de la bobina de galvanización.
El flujo principal del proceso: Bobina de carga-bobina de pago-bobina( 1# y 2# bobina de pago a su vez) - cizalla (1# y 2# cizalla a su vez) - soldadura - limpieza electrolítica y secado - recocido - galvanización/galvalume - soplado de la cuchilla de aire -- enfriamiento de aire - enfriamiento de agua - molino de paso de piel (reservado) - nivelador de tensión - pasividad - lubricación electrostática (reservada)- cizallamiento-bobinado - bobina de descarga - embalaje.
1,2 parámetro técnico de línea
1) materia prima
Bobina enrollada en frío de bajo carbono sin recocido
Material: CQ
Resistencia de la extensión máx. De los m2 MPa
Límite elástico máx. De 450Mpa
Grosor de la especificación: 0,22-2,0mm
Ancho: 900-1250mm
Peso de la bobina 25t (máx.)
ID de bobina Φ508mm,Φ610mm
De bobina Φ2100mm(máx.), Φ900mm(mín.)
La norma de calidad de acero laminado en frío cumple con las especificaciones GB709-2004:
Peso de bobina única ≤25t
Planicidad <40 I
Caída <3mm/m
El interior de la bobina es necesario ordenado, el borde es plano, no hay rebabas, grietas y grietas
Limpieza de la superficie de acero de la tira:
Aceite residual para laminación (doble cara) máx 500 mg / m2
Polvo de carbono residual (doble cara) máx 50 mg / m2
Potencia ferroso residual (doble cara) máx 250 mg / m2
Temperatura de la tira máx. 100ºC.
2) producto acabado
Bobina de acero de aleación galvanizada y galvalume
Variedad de recubrimiento: Capa de zinc (GI), capa de zinc aluminio (incluye al55%, GL, recipiente de zinc reservado)
Grosor de especificación 0,22-2,0mm
Ancho 900-1250mm
Peso de la bobina 25t (máx.)
ID de bobina Φ508mm
Diámetro exterior de bobina Φ1800mm (máx.)
Calidad de rendimiento del producto CQ
Película Estado de superficie común spangle
Tipo de protección de superficie cromada (reserva de lubricación)
Peso de la capa de revestimiento GI 40-270 g/m2 (lado doble)
Estándar del producto GB 2518-2004(GI)
3) esbozo de la producción


Para más información, por favor Contáctenos en cualquier momento.
1 Descripción del proceso
1,1 reanudación de la tecnología productiva
Esta línea está diseñada como procesamiento Sendzimir.
Después de que la superficie de acero de la tira de laminación fría fue limpia a través de la electrólisis de limpieza y hornear, entrar en NOF para recocido y reducción, galvanizado en la olla de zinc en la atmósfera sellada, soplado por el cuchillo de aire y enfriamiento, y obtener la bobina de acero galvanizado. Bajo el proceso de la fresa de paso de piel, nivelador de tensión, tratamiento pasividad/antiflinger, revestimiento de aceite, obtener acabado de la bobina de galvanización.
El flujo principal del proceso: Bobina de carga-bobina de pago-bobina( 1# y 2# bobina de pago a su vez) - cizalla (1# y 2# cizalla a su vez) - soldadura - limpieza electrolítica y secado - recocido - galvanización/galvalume - soplado de la cuchilla de aire -- enfriamiento de aire - enfriamiento de agua - molino de paso de piel (reservado) - nivelador de tensión - pasividad - lubricación electrostática (reservada)- cizallamiento-bobinado - bobina de descarga - embalaje.
1,2 parámetro técnico de línea
1) materia prima
Bobina enrollada en frío de bajo carbono sin recocido
Material: CQ
Resistencia de la extensión máx. De los m2 MPa
Límite elástico máx. De 450Mpa
Grosor de la especificación: 0,22-2,0mm
Ancho: 900-1250mm
Peso de la bobina 25t (máx.)
ID de bobina Φ508mm,Φ610mm
De bobina Φ2100mm(máx.), Φ900mm(mín.)
La norma de calidad de acero laminado en frío cumple con las especificaciones GB709-2004:
Peso de bobina única ≤25t
Planicidad <40 I
Caída <3mm/m
El interior de la bobina es necesario ordenado, el borde es plano, no hay rebabas, grietas y grietas
Limpieza de la superficie de acero de la tira:
Aceite residual para laminación (doble cara) máx 500 mg / m2
Polvo de carbono residual (doble cara) máx 50 mg / m2
Potencia ferroso residual (doble cara) máx 250 mg / m2
Temperatura de la tira máx. 100ºC.
2) producto acabado
Bobina de acero de aleación galvanizada y galvalume
Variedad de recubrimiento: Capa de zinc (GI), capa de zinc aluminio (incluye al55%, GL, recipiente de zinc reservado)
Grosor de especificación 0,22-2,0mm
Ancho 900-1250mm
Peso de la bobina 25t (máx.)
ID de bobina Φ508mm
Diámetro exterior de bobina Φ1800mm (máx.)
Calidad de rendimiento del producto CQ
Película Estado de superficie común spangle
Tipo de protección de superficie cromada (reserva de lubricación)
Peso de la capa de revestimiento GI 40-270 g/m2 (lado doble)
Estándar del producto GB 2518-2004(GI)
3) esbozo de la producción
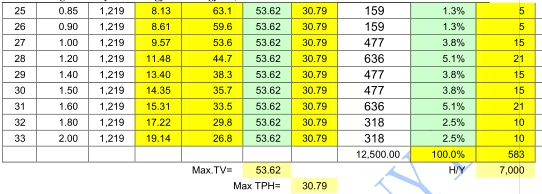
MEZCLA DE PRODUCTOS
NECESIDAD DE CHAPAS/BOBINAS DE ACERO GALVANIZADO
NECESIDAD DE CHAPAS/BOBINAS DE ACERO GALVANIZADO


4) sistema de trabajo y horas de trabajo efectivas
Tiempo del calendario 365×24=8760 hora/año
Tiempo total de mantenimiento: 360+400=760 horas/año
Mantenimiento principal 15×24=360 horas/año
Mantenimiento semanal 8×50=400 horas/año
Otros tiempos de inactividad 800 horas/año
Tiempo disponible 7200 horas/año (es decir, tiempo de trabajo nominal)
Tiempo de trabajo anual 7000 horas
Carga de línea 97%
2.flujo de proceso
2,1 Diagrama de flujo del proceso de la unidad
Tiempo del calendario 365×24=8760 hora/año
Tiempo total de mantenimiento: 360+400=760 horas/año
Mantenimiento principal 15×24=360 horas/año
Mantenimiento semanal 8×50=400 horas/año
Otros tiempos de inactividad 800 horas/año
Tiempo disponible 7200 horas/año (es decir, tiempo de trabajo nominal)
Tiempo de trabajo anual 7000 horas
Carga de línea 97%
2.flujo de proceso
2,1 Diagrama de flujo del proceso de la unidad

Para más información, por favor Contáctenos en cualquier momento.
| Composición de la tira de acero | ||||||
| C% | Es% | MN% | Al% | P% | S% | |
| CQ | ≤0,12 | ≤0,50 | ≤0,04 | ≤0,04 | ||